Success Stories

When Canada Royal Milk (CRM) established the company in 2016, they set out to build a new manufacturing facility in Kingston, Ontario, Canada, to produce powdered milk products from fresh cow and goat milk from local dairy farms. The technologically advanced plant would be “highly automated for processes for milk receiving, pasteurization, drying, filling, packaging, and warehousing product.” Connecting with several design/build and technology firms during the RFP process, CRM considered different technologies to handle the wastewater for their new facility. When envisioning the plant design, CRM wanted to establish a comprehensive wastewater treatment solution – from influent station through to the final discharge point.
No Easy Task
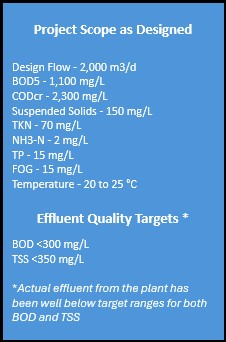
The process of removing water content and moisture from pasteurized milk – to facilitate the production of powdered milk – leaves behind a byproduct of high-temperature, high-strength industrial wastewater, with high concentrations of BOD (biochemical oxygen demand), TSS (total suspended solids), and TP (total phosphorus). With the CRM plant, which would also incorporate an automated clean-in-place (CIP) process to handle ongoing, regular cleanings of the manufacturing equipment, there would be additional streams of acidic and alkaline wastewater produced that would also have to be treated. Since the effluent from the plant was to be discharged into the local sewer, the permitting requirements of the CRM plant also included meeting the requirements of the City of Kingston Sewer Bylaws and corresponding effluent quality targets.
Up to the Task
In their response to the RFP, Napier-Reid®, an Axius Water Company, proposed a comprehensive solution for the treatment of wastewater that included screening, chemical dosing and sludge water. It was a solution that would be easy to operate over time, and was very competitively priced, which ultimately won Napier-Reid the bid. Breaking ground on the project in October 2018, and working straight through the cold Canadian winter, Napier-Reid was able to complete the project – including all permits and approvals – 14 months later, in December 2019.
The manufacturing plant was built with a continuous clean-in-place (CIP) system in all their containers, which handled the day-to-day cleaning protocols. But as effective as this ongoing cleaning process was, it still required that the entire system be completely flushed every 20 days. The flushing process would generate an extensive amount of additional wastewater that would overwhelm the influent stream, so another treatment step was needed.
Given this requirement, Napier-Reid incorporated a calamity tank in their design, at the front end of the wastewater treatment process. The calamity tank would act as a temporary holding tank for the huge influx of influent from the flushing process, so as not to overwhelm the rest of the wastewater processing system. Once the flushing process is completed, the calamity tank enables plant operators to gradually release the discharge into the system in measured amounts over the following couple of weeks.
By using the calamity tank the entire system footprint could also be smaller. A wastewater treatment system without a calamity tank would require a much larger system, to be able to absorb the rapid increase in influent volume during the flushing process. At .53 MGD (million gallons per day) flow, the system was much smaller, less expensive, and more manageable than a system without a calamity tank.

Napier-Reid’s solution ultimately simplified the actual treatment process. And by clustering the concrete tanks together, the overall footprint of the wastewater processing components minimized the overall footprint of the plant. It was a win-win design that Napier-Reid pulled together to accomplish the objectives of the Canada Royal Milk leadership team.

A pumping station on the front end of the process moved all influent through a vertical screen prior to the equalization tank. There were also two side-by-side SBR (sequencing batch reactor) tanks as main process structures, enabling the wastewater to be processed in batches (versus continuous) for a more efficient process with less maintenance and replacement costs. Chemical dosing stations (with phosphoric acid, sulfuric acid, urea, caustic soda, and polymer) were also incorporated, to further improve efficiency.
As Designed or Better
When the Kingston plant went online in December of 2019, Napier-Reid was assigned the maintenance contract for the first two years. And with the plant having been online for just over five years as of this writing, the efficiency, ease of operation, and minimal maintenance that was designed and built into the scope of the plant have met expectations. The permit requirements and effluent targets for the City of Kingston sewer system – into which the effluent flows – have been consistently met, with BOD numbers (required to be <300mg/L) in the single digits on a regular basis and TSS numbers also well below targeted requirements. “The wastewater processing system that Napier-Reid designed and installed in our Kingston plant is operating well,” states Les O’Brien, Chief Operating Engineer at the Canadian Royal Milk facility. “Every so often we have issues with TP levels and stagnant sludge growth – and we continue to work on that when it comes up – but otherwise the reliability and performance has been good.”
About Axius Water
Axius Water was founded in 2019 by KKR’s Global Impact Fund, in partnership with XPV Water Partners. Axius’ differentiated products and services improve the effectiveness of the wastewater treatment process, thereby measurably improving the quality of treated water. The platform is expanding globally as it builds a diversified portfolio of operating companies that offer leading solutions that improve the overall wastewater management processes. For additional information about Axius Water, please visit www.axiuswater.com.